































Статьи
Статьи компании “Защитные Конструкции”.
-

-
 Установка противопожарных дверей в деревянные проемыМогут ли деревянные стены и проемы быть огнестойкими. Для этого ответим на три вопроса об установке противопожарных дверей в деревянных стенах и проемах
Установка противопожарных дверей в деревянные проемыМогут ли деревянные стены и проемы быть огнестойкими. Для этого ответим на три вопроса об установке противопожарных дверей в деревянных стенах и проемах -
 Маркировка противопожарных оконПротивопожарные окна в случае пожара должны сдержать распространения огня, поэтому на них ставят знак, подтверждающий огнестойкость конструкции. Этот знак - маркировка, обязательная для всех противопожарных окон.
Маркировка противопожарных оконПротивопожарные окна в случае пожара должны сдержать распространения огня, поэтому на них ставят знак, подтверждающий огнестойкость конструкции. Этот знак - маркировка, обязательная для всех противопожарных окон. -
 ГОСТы на противопожарные воротаКакие нормативные документы относятся к противопожарным воротам? Как должны проводиться испытания на огнестойкость и дымогазонепроницаемость?
ГОСТы на противопожарные воротаКакие нормативные документы относятся к противопожарным воротам? Как должны проводиться испытания на огнестойкость и дымогазонепроницаемость? -
 ГОСТы на противопожарные перегородкиКакими нормативными документами регламентируется использование противопожарных перегородок? Как должны проводиться испытания на огнестойкость?
ГОСТы на противопожарные перегородкиКакими нормативными документами регламентируется использование противопожарных перегородок? Как должны проводиться испытания на огнестойкость? -
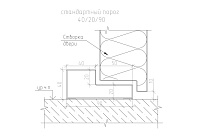 Типы порогов металлических дверейКакие дверные пороги проектируются для маломобильных групп населения? Как работают автоматические пороги? Читайте в статье.
Типы порогов металлических дверейКакие дверные пороги проектируются для маломобильных групп населения? Как работают автоматические пороги? Читайте в статье. -
 Горизонтальные противопожарные люкиГде используются горизонтальные противопожарные люки? Какие у них особенности и какая возможна комплектация?
Горизонтальные противопожарные люкиГде используются горизонтальные противопожарные люки? Какие у них особенности и какая возможна комплектация? -
 Виды металлических ворот по конструкции и назначениюКакие ворота подойдут для гаража в загородном доме? А какие для промышленного предприятия? Читайте в статье
Виды металлических ворот по конструкции и назначениюКакие ворота подойдут для гаража в загородном доме? А какие для промышленного предприятия? Читайте в статье -
 ГОСТы на противопожарные двериКакой закон предписывает использование противопожарных дверей? Какие ГОСТы регламентируют методику испытаний дверей на огнестойкость?
ГОСТы на противопожарные двериКакой закон предписывает использование противопожарных дверей? Какие ГОСТы регламентируют методику испытаний дверей на огнестойкость? -
 Входные двери с остеклениемПочему входные двери должны быть со стеклом? Что учесть при заказе?
Входные двери с остеклениемПочему входные двери должны быть со стеклом? Что учесть при заказе?
Показать все




